Zmogljivost in značilnosti
Izdelek mora delovati po principu vakuumskega samosesanja, tekočina pa se razprši preko šobe in zraka, dokler se ne razprši na obdelovance, orodja ali ležaje in druge mazalne točke. Učinki hlajenja so odlični in zagotovljeno je mazanje; kot tudi odstranjevanje ostankov, čiščenje in druge funkcije se uporabljajo za povečanje proizvodne učinkovitosti in izboljšanje kakovosti obdelave ter zmanjšanje izgub strojnih orodij. Ohlajanje med obdelavo, namazanje in odstranjevanje ostankov železa naenkrat. Povečajte stopnjo obdelave, prihranite čas in stroške obdelave ter zmanjšajte obrabo nožev.
Koristno za zagotavljanje kakovosti obdelave in učinkov uporabe nožev. Obdelava zlitin ali supertrdnih materialov doseže gladko in visoko natančno površino.
Tlak je izboljšan, da se prepreči notranje puščanje in podaljša življenjska doba. Za ujemanje različnih delov se uporabljajo različni načini pritrditve. Zračni tokokrog in oljni tokokrog sta odprta ali zaprta v povezavi, oljni tokokrog pa krmili zračni tokokrog
Pozornosti:
Uporabiti je treba čisto tekočino.
Korozivne tekočine ni mogoče uporabiti.
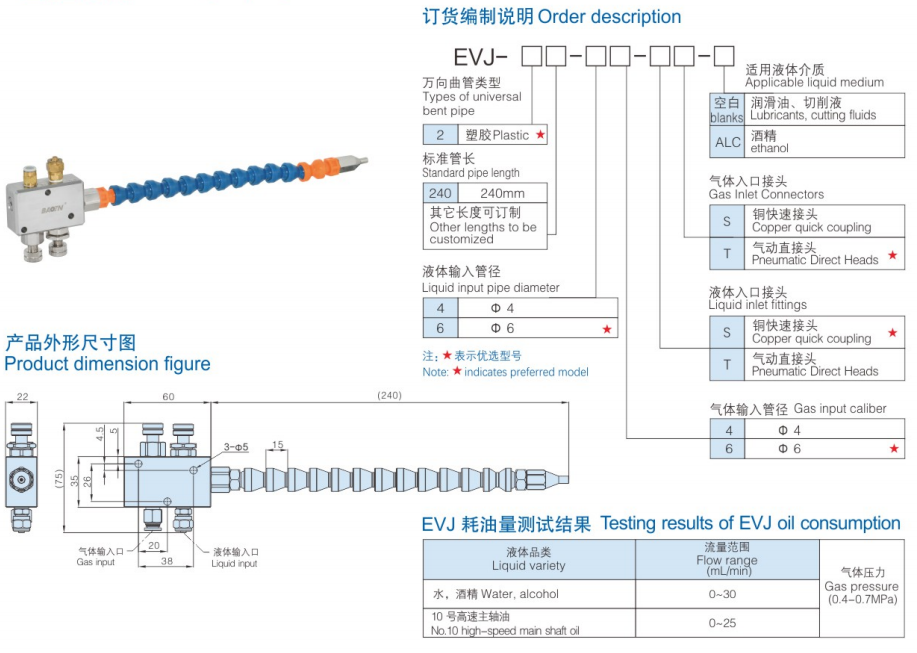
Obseg tlaka plina vira plinskega tlaka 0,4-0,7 MPa (učinki atomizacije, povezani z volumnom zraka in zračnim tlakom) Viskoznost tekočine, ki se uporablja: 0-32 cSt
Situacije za prijavo:
Stružnica, vrtalni stroj, mlin, brusilnik, stroj za narezovanje, stroj za brušenje nožev, CNClathe, luknjač, žaga, stroji za obdelavo lesa in stroji za podajanje itd.

























