Կատարում և բնութագրեր
Արտադրանքը պետք է աշխատի վակուումային ինքնահոսքի սկզբունքով, և հեղուկը ատոմացվում է վարդակով և օդով մինչև ցողելը աշխատանքային մասերի, գործիքների կամ առանցքակալների և այլ յուղման կետերի վրա: Սառեցման էֆեկտները գերազանց են, և յուղումն ապահովված է. ինչպես նաև ջարդոնի հեռացումը, մաքրումը և այլ գործառույթներ օգտագործվում են արտադրության արդյունավետությունը բարձրացնելու և մշակման որակը բարելավելու և մեքենայական գործիքների կորուստները նվազեցնելու համար: Մշակման ժամանակ սառչել, յուղել և հեռացնել երկաթի ջարդոնը: Բարձրացնել մշակման արագությունը, խնայել մշակման ժամանակն ու ծախսերը և նվազեցնել դանակի գործիքների մաշվածությունը:
Օգտակար է դանակի գործիքների մշակման որակի և կիրառման էֆեկտների ապահովման համար: Մշակման համաձուլվածքը կամ գերկարծր նյութերը ձեռք են բերում հարթ և բարձր ճշգրտության մակերես:
Ճնշումը ուժեղացված է ներքին արտահոսքից խուսափելու և ծառայության ժամկետը երկարացնելու համար: Տարբեր մասերին համապատասխանելու համար օգտագործվում են ամրացման տարբեր ռեժիմներ: Օդային շղթան և յուղի սխեման բացվում կամ փակվում են կապով, իսկ նավթային միացումը կառավարվում է օդային միացումով
Ուշադրություն.
Պետք է օգտագործվի մաքուր հեղուկ:
Քայքայիչ հեղուկ չի կարող օգտագործվել:
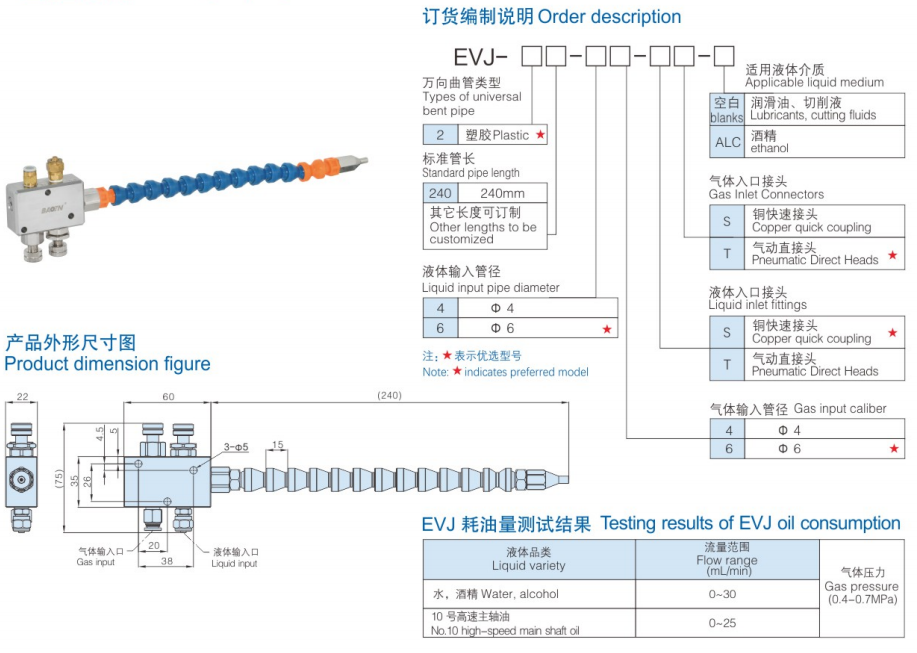
Գազի ճնշման աղբյուրի գազի ճնշման շրջանակը 0,4-0,7 ՄՊա (օդի ծավալի և օդի ճնշման հետ կապված ատոմացման էֆեկտներ) Կիրառվող հեղուկի մածուցիկությունը՝ 0-32cSt
Դիմումի իրավիճակներ.
Խառատահաստոց, գայլիկոն, ջրաղաց, սրճաղաց, կտկտոց մեքենա, դանակի գործիքներ հղկելու մեքենա, CNClathe, դակիչ, սղոցող մեքենա, փայտամշակման մեքենաներ և կերակրման մեքենա և այլն:

























