Prestanda och egenskaper.
Produkten ska drivas med vakuumsjälvsugsprincipen och vätskan finfördelas via munstycket och luft tills den sprutas på arbetsstycken.verktyg eller lager och andra smörjpunkter. Kylningseffekterna är utmärkta och smörjning tillhandahålls; såväl som borttagning av skrot, rengöring och andra funktioner används för att öka produktionseffektiviteten och förbättra bearbetningskvaliteten och minska förluster av verktygsmaskiner.
Kyl ner i bearbetningen, smörj och ta bort järnskrot på en gång.
Öka bearbetningshastigheten, spara bearbetningstid och kostnader och minska slitaget på knivverktyg.
3. Fördelaktigt för att säkerställa bearbetningskvalitet och appliceringseffekter av knivverktyg.
4. Bearbetning av legeringar eller superhårda material ger en jämn och hög precision yta.
5. Olika fixeringslägen används för att matcha olika delar.
Observera:
1. Rekommenderade rengöringssolenter krävs.
2. Frätande liguid kan inte användas.
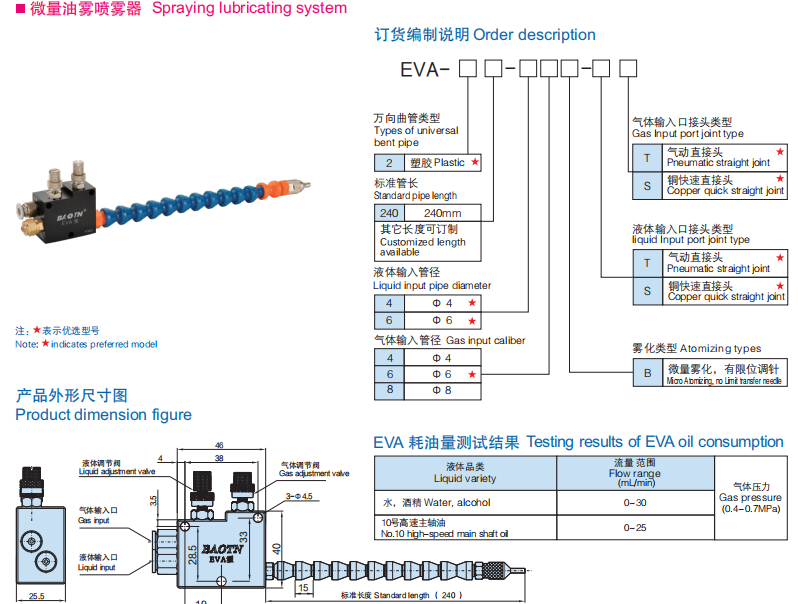
3. Inloppstryckintervall 0,4-0,7 lPa (atomiseringseffekter relaterade till luftvolym och lufttryck)
4. Tillämplig flytande viskositet: 0-32 cSt
Situationer för ansökan:
Svarv, borr, fräs, kvarn, gängmaskin, slipmaskin för knivverktyg, CNC-svarv, stans, sågmaskin, träbearbetningsmaskiner och matningsmaskiner etc.






































